




1.1 ການຕັດດ້ວຍມືແບບບໍ່ຕິດຕໍ່:
1.1.1 ໃຫ້ເຄື່ອງຕັດ torch idler wheel contact workpiece, ໄລຍະຫ່າງສໍາລັບ nozzle plasma ກັບ workpiece ປັບ 3-5mm.(ຕາຕະລາງການຕັດ plasma ສໍາລັບການຂາຍໃນເວລາທີ່ມັນຕັດປັບໄດ້.“ຄວາມຫນາຂອງການຕັດ”ປຸ່ມໃສ່ເກຍເທິງ.
1.1.2 ເປີດປຸ່ມໄຟຕັດ, ການເຜົາໄຫມ້ຂອງ plasma arc, ເຈາະ workpiece, ຫຼັງຈາກນັ້ນຍ້າຍດ້ວຍຄວາມໄວຄົງທີ່, ຄວາມໄວຕັດຄວນຈະເປັນ: ເອົາການຕັດແລະເຈາະກ່ອນ, ຄວາມໄວບໍ່ໄວເກີນໄປຫຼືຊ້າເກີນໄປ.ຖ້າຕາຕະລາງການຕັດ plasma ສໍາລັບການຂາຍຄວາມໄວການຕັດແມ່ນຊ້າເກີນໄປຈະສົ່ງຜົນກະທົບຕໍ່ຄຸນນະພາບຂອງປາກຕັດ, ເຖິງແມ່ນວ່າການຕັດ arc.
ຫຼັງຈາກຕາຕະລາງການຕັດ plasma ສໍາລັບການຂາຍສໍາເລັດຮູບການຕັດ, ປິດປຸ່ມ torch ຕັດ, ແລະ plasma ແຫຼ່ງ arc ຈະໄຫມ້ອອກ.ຫຼັງຈາກນັ້ນ, ອາກາດທີ່ຖືກບີບອັດຈະສີດອອກໄປຫາໄຟຕັດຄວາມເຢັນ.ຫຼາຍວິນາທີຕໍ່ມາ, ເພື່ອຢຸດສີດອອກອັດຕະໂນມັດ.ການເຄື່ອນຍ້າຍໄຟ, ຕາຕະລາງຕັດ plasma ສໍາລັບການຂາຍສໍາເລັດຂະບວນການຕັດທັງຫມົດ.
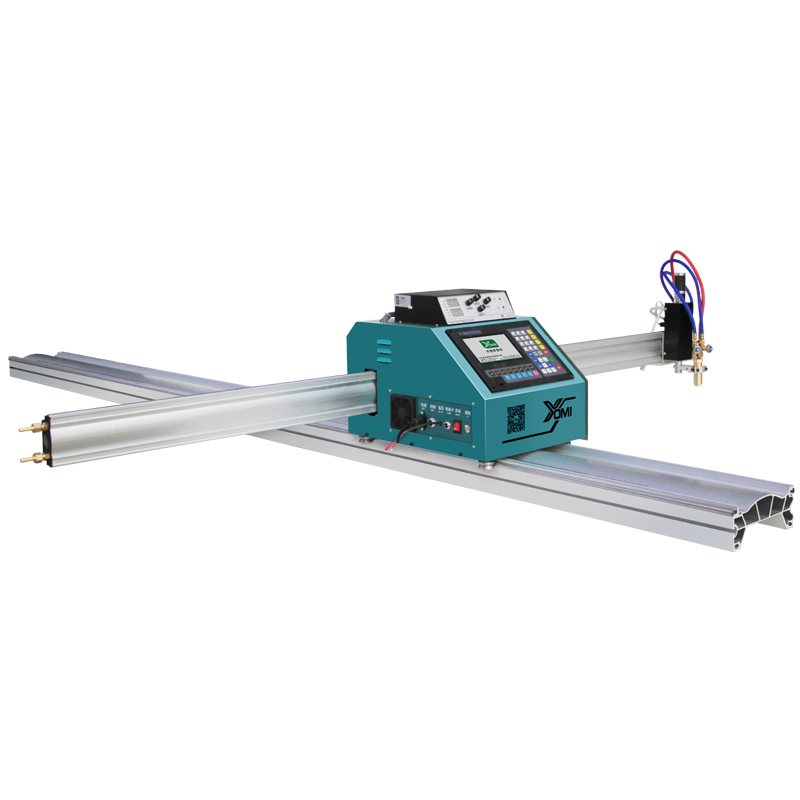
 2. ຕາຕະລາງການຕັດ plasma ສໍາລັບການຂາຍອັດຕະໂນມັດການຕັດ
2. ຕາຕະລາງການຕັດ plasma ສໍາລັບການຂາຍອັດຕະໂນມັດການຕັດ
2.1 ການຕັດອັດຕະໂນມັດສ່ວນໃຫຍ່ແມ່ນເຫມາະສົມສໍາລັບແຜ່ນຫນາທີ່ຈະຕັດ.ເລືອກ”ຄວາມຫນາຂອງການຕັດ”
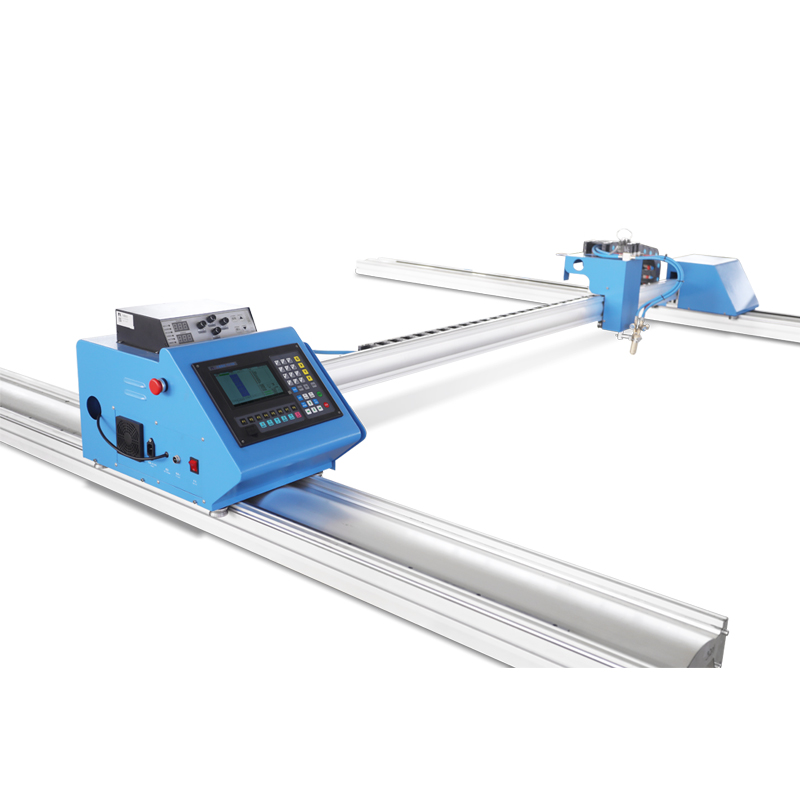
2.2 ເອົາລໍ້ roller torch ຕັດ, torch ກັບຕາຕະລາງການຕັດ plasma ເຄິ່ງອັດຕະໂນມັດສໍາລັບການຂາຍເຊື່ອມຕໍ່ຢ່າງແຫນ້ນຫນາ, ອຸປະກອນເສີມທີ່ກ່ຽວຂ້ອງຈະຖືກນໍາມາພ້ອມ.
2.3 ການເຊື່ອມຕໍ່ພະລັງງານຂອງຕາຕະລາງການຕັດ plasma ເຄິ່ງອັດຕະໂນມັດສໍາລັບການຂາຍ, ອີງຕາມຮູບຕັດ, ຕິດຕັ້ງ guiderail ແລະພາກສ່ວນອື່ນໆ.
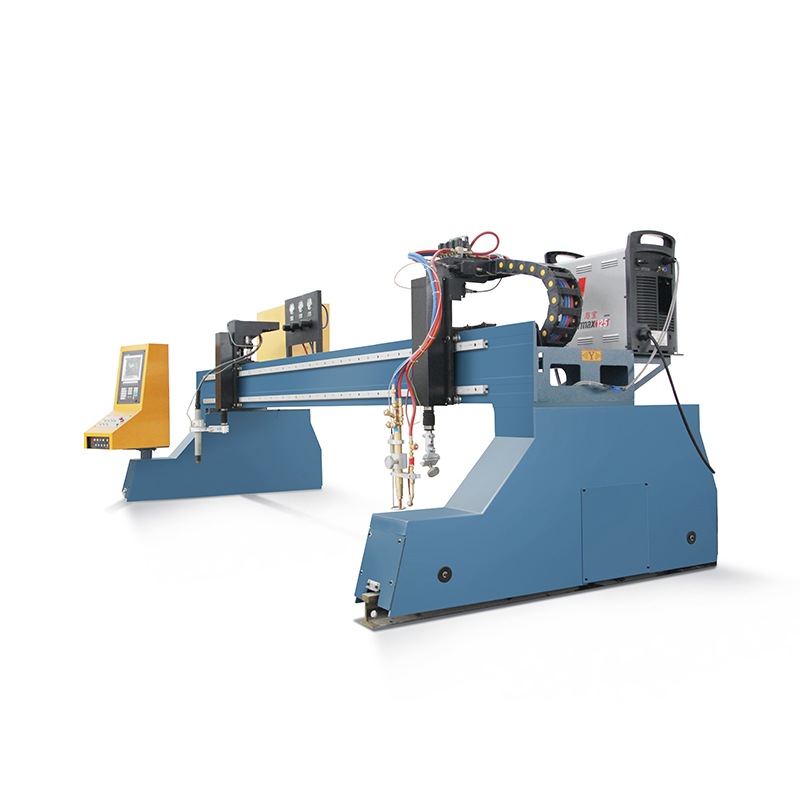
2.4 ອີງຕາມຄວາມຫນາ workpiece, ປັບຄວາມໄວການເຄື່ອນຍ້າຍທີ່ເຫມາະສົມ.ແລະໃສ່ໃນ“ປີ້ນກັບກັນ” “ຕາມເຂັມໂມງ”ທິດທາງການຕັດ, ເຊິ່ງຢູ່ໃນຕາຕະລາງການຕັດ plasma ສໍາລັບການຂາຍ
2.5 ປັບໄລຍະຫ່າງຈາກ nozzle ຫາ workpiece ເປັນ 3-8mm, ແລະວາງຕໍາແຫນ່ງກາງ nozzle ກັບ workpiece staring.
2.6 ການເປີດປຸ່ມຫ່າງໄກສອກຫຼີກ, ເຮັດໃຫ້ຕາຕະລາງການຕັດ plasma ສໍາລັບການຂາຍເຮັດວຽກ, ແລະເອົາໃຈໃສ່ກັບສະຖານະການຕັດ kerf, ປັບຄວາມໄວການຕັດທີ່ຖືກຕ້ອງ, ແລະຮັບປະກັນເຄື່ອງເຮັດວຽກໄດ້ດີ.
ເມື່ອຕາຕະລາງຕັດ plasma ສໍາລັບການຂາຍສໍາເລັດຮູບ, ປິດພະລັງງານທັງຫມົດ
ເວລາປະກາດ: 26-05-2022