





ຂໍ້ດີ
► 100% (40℃) ວົງຈອນຫນ້າທີ່;
►ການຕັດກະແສໄຟຟ້າຢ່າງຕໍ່ເນື່ອງສາມາດປັບໄດ້, ເຫມາະສົມສໍາລັບການເຊື່ອມໂລຫະທັງແຜ່ນບາງແລະຫນາ;
►ມັນຈະຢຸດການຕັດອັດຕະໂນມັດເມື່ອຂາດຄວາມກົດດັນທາງອາກາດຫຼືຄວາມກົດດັນຂອງໄຮໂດຼລິກເພື່ອປົກປ້ອງໄຟຈາກການເຜົາໄຫມ້;
►ມີສັນຍານ arc sync ແລະສັນຍານແຮງດັນ arc ທີ່ງ່າຍສໍາລັບການຕັດອັດຕະໂນມັດແລະໂດຍສະເພາະແມ່ນເຫມາະສົມສໍາລັບການຈັບຄູ່ກັບເຄື່ອງຄວບຄຸມຕົວເລກແລະຫຸ່ນຍົນ;
►ການຕັດ upslope ໃນປັດຈຸບັນສາມາດປັບໄດ້ເພື່ອປ້ອງກັນຄວາມເສຍຫາຍຂອງ nozzle ແລະ electrode;
► Arc striking signal, arc pressure signal, air supply control and arc pressure output function ເຮັດໃຫ້ມັນເປັນພິເສດສໍາລັບການຕັດ CNC ແລະຫຸ່ນຍົນ;
►ສອງເຄື່ອງໃຊ້ຂະຫນານສາມາດໃຊ້ໄດ້, ສອງເທົ່າຂອງກະແສໄຟຟ້າເພື່ອຕັດວັດສະດຸທີ່ມີຄວາມຫນາພິເສດ;
►ການຕັ້ງຄ່າເຄື່ອງທີ່ໃຊ້, ຈໍສະແດງຜົນດິຈິຕອນເຮັດໃຫ້ມັນເປັນພິເສດທີ່ເຫມາະສົມສໍາລັບການໃຊ້ເຄື່ອງຈັກແລະຫຸ່ນຍົນ.
ຕົວກໍານົດການຕົ້ນຕໍ
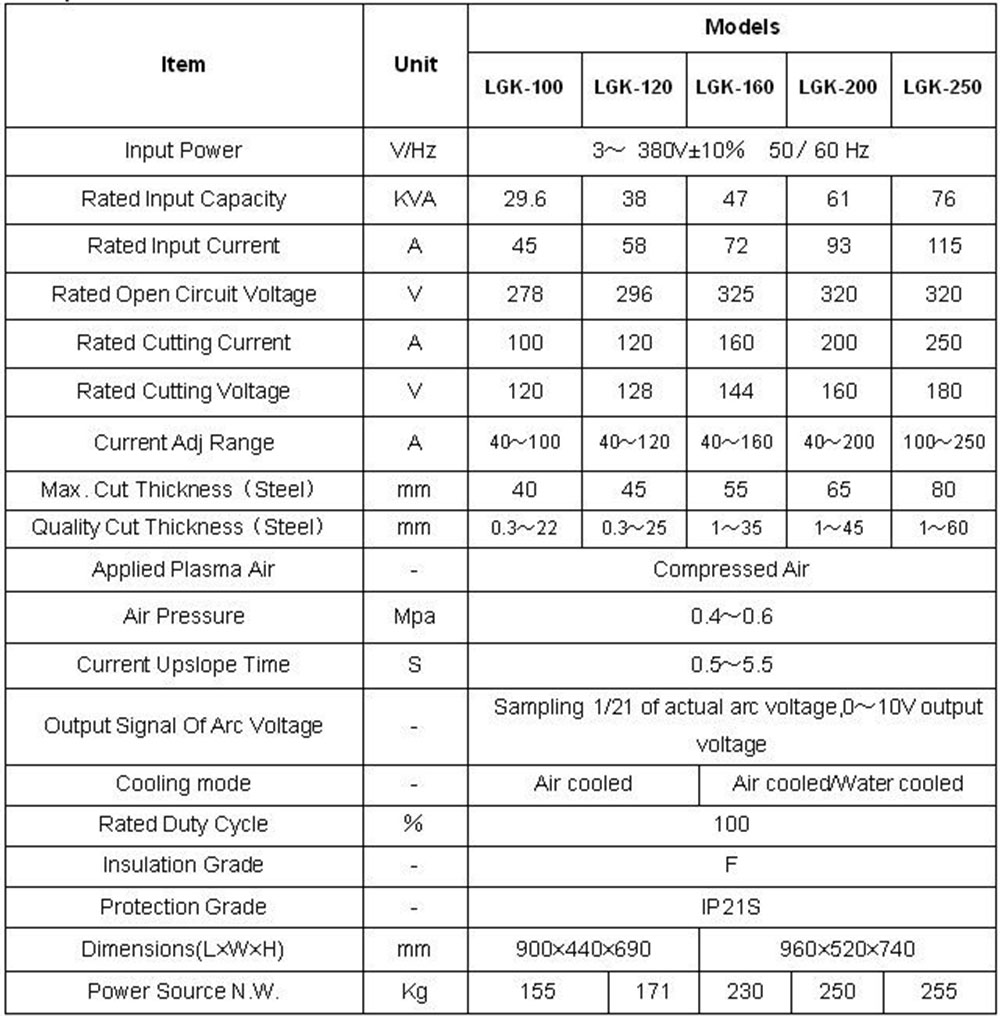
2. ເງື່ອນໄຂຂອງກ໊າຊ plasma
ລະດັບຄວາມດັນຂອງການເຮັດວຽກ: 0.4MPa~0.6MPa
ຄວາມເຂັ້ມແຂງບີບອັດທໍ່ສະຫນອງອາຍແກັສ: ≥1MPa
ທໍ່ສະຫນອງອາຍແກັສຂະຫນາດພາຍໃນ: ≥Φ8
flux ການສະຫນອງອາຍແກັສ: ≥180L/ນາທີ
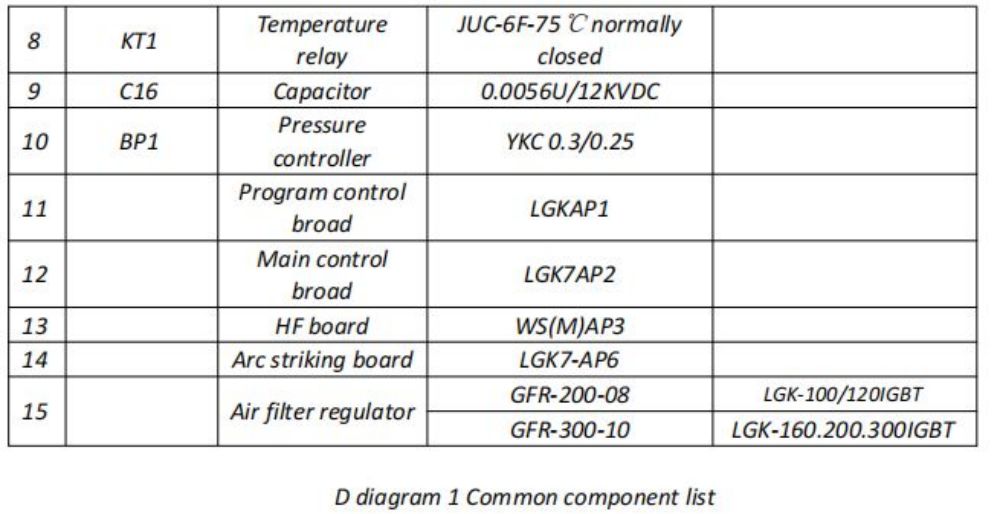
ກັ່ນຕອງນ້ໍາຈາກອາຍແກັສແລະຫຼັງຈາກນັ້ນເອົາໃສ່ໃນເຄື່ອງຕັດ
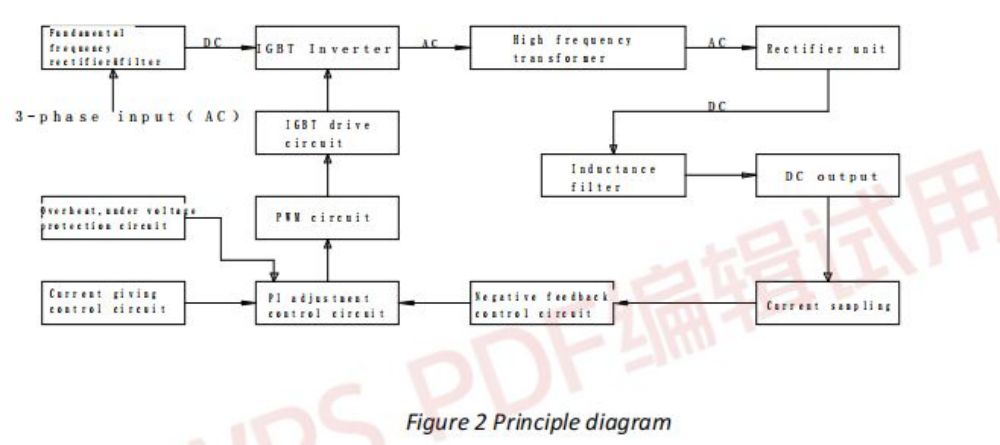
ຫຼັກການການເຮັດວຽກ
ວົງຈອນການຄວບຄຸມຂອງເຄື່ອງຕັດຮັບຮອງເອົາພາກສ່ວນເອເລັກໂຕຣນິກກ້າວຫນ້າທາງດ້ານ IGBT ເປັນອົງປະກອບສະຫຼັບ inverter ຕົ້ນຕໍ.ພະລັງງານ AC ສາມເຟສບຸກແມ່ນປ່ຽນເປັນ 20KHz DC ປັດຈຸບັນຄວາມຖີ່ສູງຫຼັງຈາກການແກ້ໄຂໂດຍ rectifier ສາມເຟສບຸກ.ຫຼັງຈາກນັ້ນ, ພາຍໃຕ້ການທໍາງານຂອງ IGBT inverter, DC ປະຈຸບັນແມ່ນ inverted ກັບ AC ໃນປະຈຸບັນຄວາມຖີ່ສູງ, ເຊິ່ງ inverted ກັບ DC ປະຈຸບັນຫຼັງຈາກປະສົບກັບການຫຼຸດລົງແຮງດັນໃນຫມໍ້ແປງຄວາມຖີ່ສູງ, ປະຈຸບັນ rectifying ໃນ diode ການຟື້ນຟູໄວ.ກະແສໄຟຟ້າ DC ນີ້ຖືກກັ່ນຕອງຜ່ານເຕົາປະຕິກອນ, ແລະກະແສຕັດຜົນຜະລິດແມ່ນໄດ້ຮັບ.
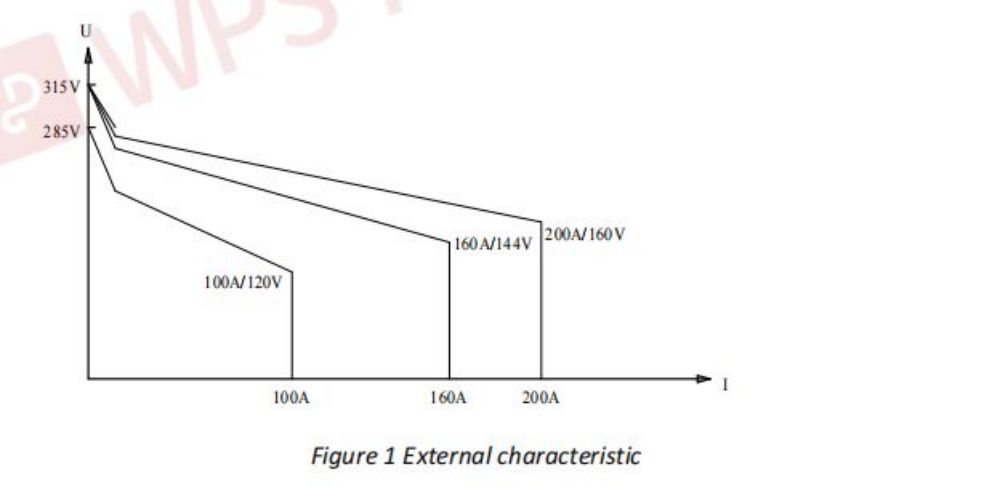
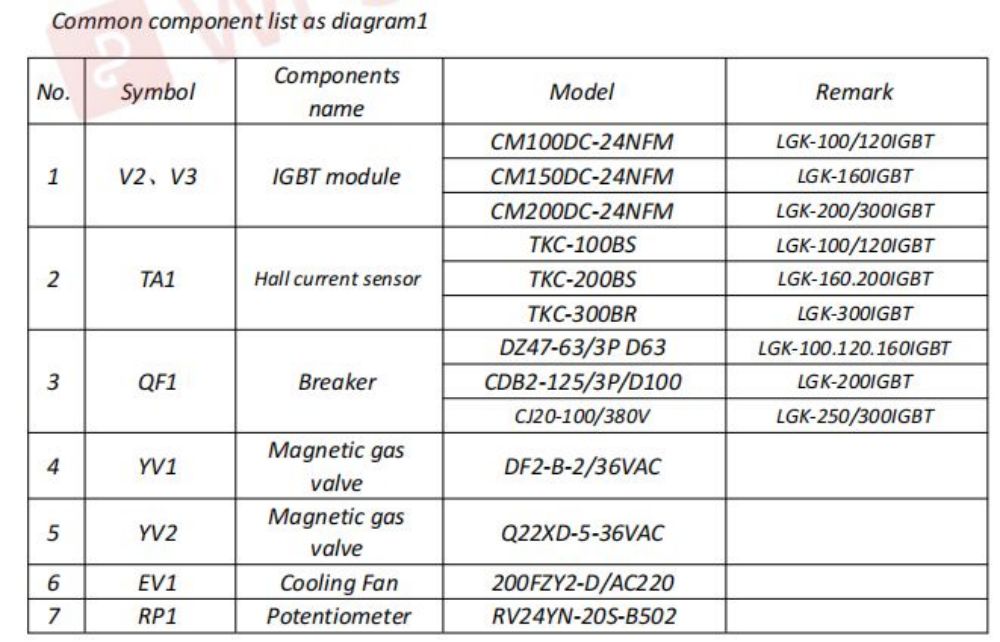
ວົງຈອນຄວບຄຸມສາມາດຄວບຄຸມກະແສໄຟຟ້າໄດ້ໂດຍການຄວບຄຸມຄວາມກວ້າງຂອງກໍາມະຈອນທີ່ຂັບເຄື່ອນ.ປະຈຸບັນການຕັດເວລາທີ່ແທ້ຈິງ, ເຊິ່ງໄດ້ຮັບໂດຍຜ່ານເຊັນເຊີປະຈຸບັນທີ່ເຊື່ອມຕໍ່ກັບສະຖານີຜົນຜະລິດໃນຊຸດ, ຖືກນໍາໃຊ້ເປັນສັນຍານການຄວບຄຸມຄໍາຄຶດຄໍາເຫັນໃນທາງລົບ.ຫຼັງຈາກການປຽບທຽບກັບສັນຍານການປັບຕົວໃນປະຈຸບັນ, ສັນຍານການຄວບຄຸມທາງລົບຖືກສົ່ງໄປຫາວົງຈອນປະສົມປະສານການປັບ PWM, ຫຼັງຈາກນັ້ນກໍາມະຈອນຂັບລົດທີ່ຄວບຄຸມແມ່ນຜົນຜະລິດເພື່ອຄວບຄຸມ IGBT.ດັ່ງນັ້ນ, ປະຈຸບັນສາມາດຮັກສາຜົນຜະລິດຄົງທີ່, ແລະການຫຼຸດລົງທີ່ສູງຊັນ & ລັກສະນະພາຍນອກໃນປະຈຸບັນຄົງທີ່ແມ່ນໄດ້ຮັບ.Striking arc ຮັບຮອງເອົາຮູບແບບການຕີຄວາມຖີ່ສູງ.ວົງຈອນຕົ້ນຕໍຫມາຍເຖິງເອກະສານຊ້ອນທ້າຍຕົວເລກ 1, ແລະແຜນວາດຫຼັກການຂອງວົງຈອນຄວບຄຸມແມ່ນສະແດງເປັນຮູບ 2.
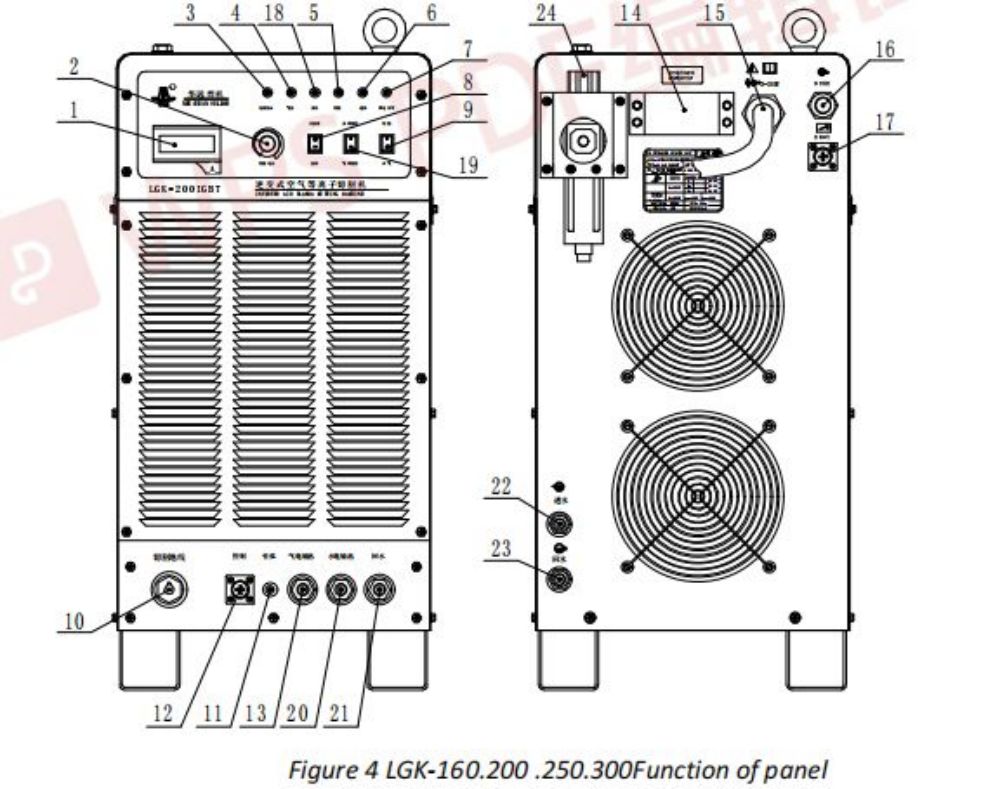
Panel ແລະຫນ້າທີ່ຂອງມັນ (LGK-100 ເບິ່ງຮູບ 3, LGK-160/200/250/300 ເບິ່ງຮູບ 4)
1. ເຄື່ອງວັດດິຈິຕອນ: ສະແດງການກໍານົດໄວ້ລ່ວງຫນ້າຂອງປັດຈຸບັນຕັດກ່ອນທີ່ຈະຕັດ, ສະແດງໃຫ້ເຫັນປັດຈຸບັນຕັດໃນເວລາທີ່ການຕັດ.
2. Cutting current adjusting knob: ປັບຕັດກະແສໄຟຟ້າ
3. ໂຄມໄຟຊີ້ບອກພະລັງງານ: ຊີ້ບອກວ່າເຄື່ອງຕັດມີພະລັງງານ.
4. ໂຄມໄຟຕົວຊີ້ວັດຄວາມດັນອາກາດ: ມັນເປີດເມື່ອຄວາມກົດດັນຂອງອາກາດບີບອັດເກີນ 0.2Mpa.ມັນຖືກປິດເມື່ອຄວາມກົດດັນຫນ້ອຍກວ່າ 0.15Mpa.
5. ໂຄມໄຟຕົວຊີ້ວັດການຕັດ: ເມື່ອໂຄມໄຟເປີດ ໝາຍ ຄວາມວ່າເຄື່ອງຕັດໄດ້ເລີ່ມຂຶ້ນ.
6. ໂຄມໄຟຊີ້ບອກການໂຫຼດເກີນ: ມັນເປີດເມື່ອເຄື່ອງຕັດໂຫຼດເກີນກຳນົດ (ໂດຍທົ່ວໄປແລ້ວມັນຈະເປີດເມື່ອພັດລົມເຮັດຄວາມເຢັນເສຍຫາຍ).
7. ໂຄມໄຟຕົວຊີ້ວັດຄວາມຜິດຂອງການປ້ອນຂໍ້ມູນ: ມັນເປີດໃນເວລາທີ່ແຫຼ່ງພະລັງງານພາດໄລຍະຫຼືມັນຫນ້ອຍກວ່າ 330VAC.
8. ສະວິດເລືອກການຄວບຄຸມອາຍແກັສ: ເມື່ອມັນສະຫຼັບໄປກວດອາກາດ, ປ່ຽງແກັສຈະເປີດເພື່ອທົດສອບການໄຫຼຂອງກ໊າຊ.ເມື່ອມັນປ່ຽນເປັນການຕັດ, ປ່ຽງກ໊າຊຈະເປີດໃນລະຫວ່າງການຕັດອັດຕະໂນມັດ.
9. ສະວິດການເລືອກຮູບແບບການໃຊ້ງານຂອງໄຟສາຍ: ເມື່ອມັນເປີດ 2 ຂັ້ນຕອນ, ສະວິດໄຟຄວນຈະຖືກກົດດັນໃນຂະບວນການຕັດ, ແລະການຕັດຈະຢຸດຫຼັງຈາກວ່າງປຸ່ມ.ເມື່ອມັນເປີດ 4 ຂັ້ນຕອນ, ໃຫ້ກົດປຸ່ມໄຟສາຍແລະພວນມັນ, ການຕັດຈະເລີ່ມເຮັດວຽກ, ແລະມາຢຸດຫຼັງຈາກກົດປຸ່ມອີກເທື່ອຫນຶ່ງ.
10.ການຕັດສາຍດິນ: ເພື່ອເຊື່ອມຕໍ່ສາຍດິນຕັດ
11. Torch Pilot terminal: ເພື່ອເຊື່ອມຕໍ່ສາຍໄຟທົດລອງ.
12. ເຕົ້າສຽບໄຟຄວບຄຸມ: ເພື່ອເຊື່ອມຕໍ່ສາຍສັນຍານຄວບຄຸມໄຟ.
13.Air & Power output terminal : terminal output ໃນປັດຈຸບັນຍັງເປັນ terminal ຜົນຜະລິດອາກາດ compressed.ມັນແມ່ນຕົວເຊື່ອມຕໍ່ທໍ່ອາຍແກັສເພື່ອເຊື່ອມຕໍ່ໄຟລະບາຍຄວາມຮ້ອນໃນເວລາທີ່ໃຊ້ໄຟລະບາຍຄວາມຮ້ອນ, ແລະມັນເປັນຕົວເຊື່ອມຕໍ່ເພື່ອເຊື່ອມຕໍ່ສາຍໄຟລະບາຍຄວາມຮ້ອນດ້ວຍອາຍແກັສໃນເວລາທີ່ໃຊ້ໄຟລະບາຍຄວາມຮ້ອນ.
14. ຮູສາຍອາໄຫຼ່ສໍາລັບແຮງດັນໄຟຟ້າຂອງ arc: ສາຍຜົນຜະລິດແຮງດັນ arc ບໍ່ໄດ້ເຊື່ອມຕໍ່ເມື່ອເຄື່ອງສໍາເລັດ.ຖ້າມັນຕ້ອງການ, ກະລຸນາເປີດຝາປິດດ້ານເທິງຂອງເຄື່ອງຕັດ, ແລະໃຊ້ສາຍສອງແກນເພື່ອເຊື່ອມຕໍ່ປາຍສາຍໄຟໃນກະດານພິມ LGK7-AP5, ເຊິ່ງມີສັນຍານອອກສອງປະເພດ, ອັນຫນຶ່ງແມ່ນຜົນຜະລິດ 1: 1 ແລະອີກອັນຫນຶ່ງແມ່ນ 1. : 20 ຜົນຜະລິດ, ກະລຸນາຮູບ 3 LGK-100 ຫນ້າທີ່ຂອງແຜງເຊື່ອມຕໍ່ສາຍໄຟຕາມຄວາມຕ້ອງການ, ແລະເອົາໃຈໃສ່ກັບ electrode ລົບແລະບວກ.
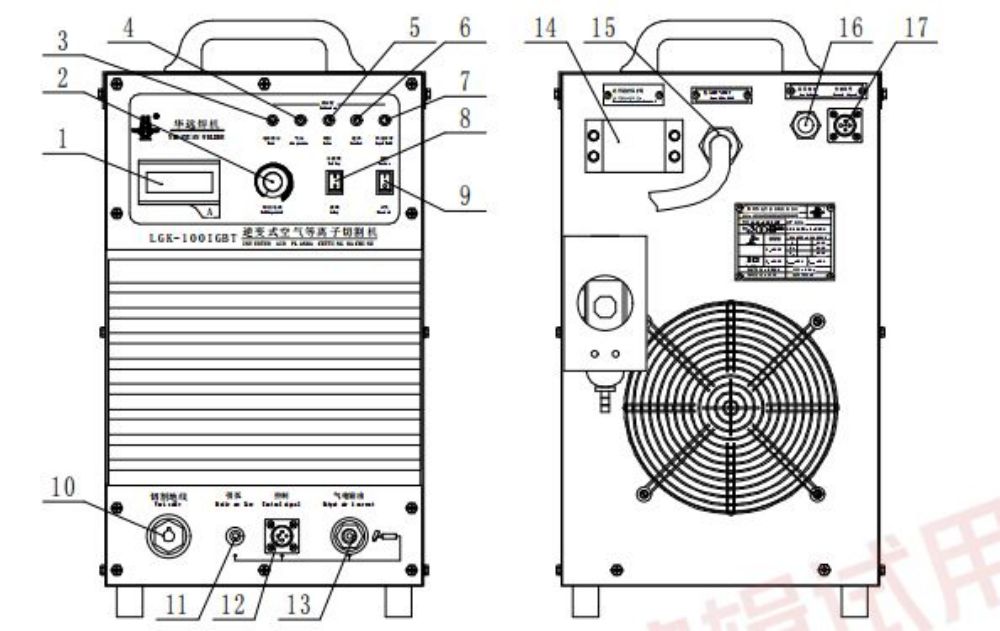
15. ການຄວບຄຸມສັນຍານເຊື່ອມຕໍ່: ເພື່ອຄວບຄຸມອຸປະກອນການຕັດອັດຕະໂນມັດ
16. ສະວິດແຫຼ່ງພະລັງງານ: ຄວບຄຸມການເປີດ / ປິດການສະຫນອງພະລັງງານ 3 ເຟດຂອງເຄື່ອງຕັດ
17. ການກັ່ນຕອງຄວາມກົດດັນອາກາດ: ສໍາລັບປັບຄວາມກົດດັນການເຮັດວຽກຂອງອາກາດ compressed ແລະການກັ່ນຕອງນ້ໍາຈາກອາກາດ.
18. ໂຄມໄຟຊີ້ບອກຄວາມກົດດັນໄຮໂດຼລິກ: ເຊື່ອມຕໍ່ການສະຫນອງນ້ໍາເຢັນ, ເມື່ອກະແສນ້ໍາໃຫຍ່ກວ່າ 0.45L / ນາທີ, ໂຄມໄຟຈະເປີດ.
19. ປຸ່ມເລືອກໄຟລະບາຍຄວາມຮ້ອນດ້ວຍອາຍແກັສ/ສະວິດເລືອກໄຟລະບາຍຄວາມເຢັນດ້ວຍອາຍແກັສ: ໄຟສາຍທີ່ເຮັດຄວາມເຢັນດ້ວຍອາຍແກັສແມ່ນໃຊ້ພຽງແຕ່ເມື່ອມັນປ່ຽນເປັນຄວາມເຢັນຂອງອາຍແກັສ, ແລະໄຟສາຍທີ່ເຮັດຄວາມເຢັນດ້ວຍນໍ້າແມ່ນໃຊ້ພາຍໃຕ້ໂໝດຄວາມເຢັນດ້ວຍນໍ້າທີ່ເລືອກ.
20. ສະຖານີສົ່ງອອກນ້ຳ/ພະລັງງານ: ທໍ່ສົ່ງກະແສໄຟຟ້າຕັດກະແສໄຟຟ້າຍັງເປັນບ່ອນສົ່ງນ້ຳອອກ, ນຳໃຊ້ເພື່ອເຊື່ອມຕໍ່ສາຍນ້ຳເຢັນ.
21. Backwater terminal ຂອງ torch: ມັນຖືກນໍາໃຊ້ເພື່ອເຊື່ອມຕໍ່ທໍ່ນ້ໍາ recycle.
22. Backwater terminal: ມັນຖືກນໍາໃຊ້ເພື່ອເຊື່ອມຕໍ່ຖັງນ້ໍາ recycle ທໍ່.
23. ສະຖານີປ້ອນນ້ຳເຂົ້າ: ນຳໃຊ້ເພື່ອເຊື່ອມຕໍ່ທໍ່ສົ່ງນ້ຳອອກ.

